For grinding my first 6" mirror
I built a simple grinding machine. It has a
'sliding turntable' which is mounted on a platform which
is moved back and forth by a gear motor.
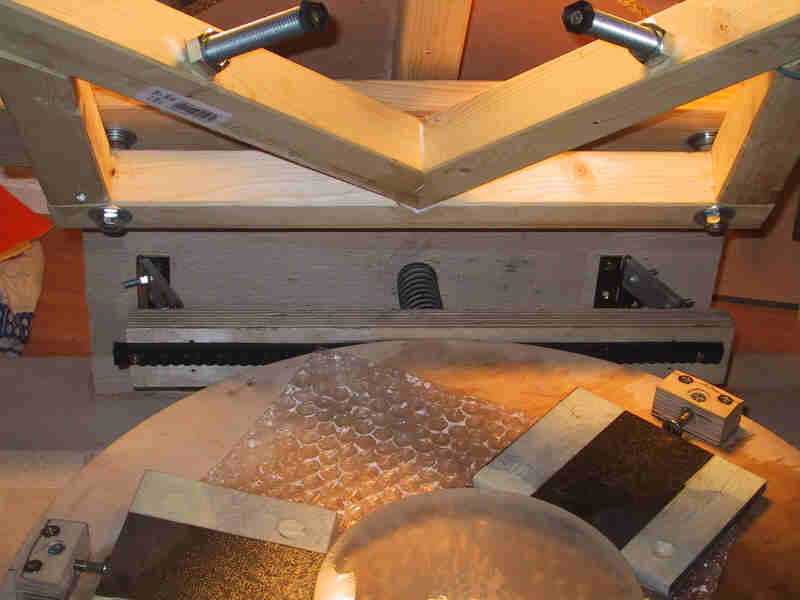
The turntable is driven by a linear piece of drive belt
mounted on a wooden plate at the backside of the machine.
The plate has two levers and a spring behind it to make it push
the turntable in one direction when the platform moves along the belt.
When the platform with the table moves back the drive belt
doesn't push so the table can slip on the belt and doesn't rotate back.
An additional stopper prevents back rotation, important when doing
offset strokes.
The tool or mirror on top is held by four screws with rubber ends.
The screws are adjusted so that they turn the tool/mirror
a little bit when the mirror/tool on the table makes its
movements.
Therefor two opposite screws have to be nearer to the tool/mirror than the
other two.
I took this idea from the
RASC Kingston Centre Grinding Machine
on the web where the tool on top is moved by a stroke arm with four pushers
mounted in the same way.
First version of the grinding machine
Linear belt turning the table
After running for about 50 hours now the belt is worn down a little so the wooden
surfaces come in contact. The machine turns the table anyway so perhaps the rubber belt
isn't necessary at all. I think at least the chamfering around the turntable is redundant.
Stopper to prevent backrotation
Gear motor with stroke arm
The arm is adjustable for any stroke length from
0 to about 30 cm (12"). The gear speed is adjustable between 20 and 70 rpm.
For big mirrors perhaps a slower speed will be necessary, especially for long polishing strokes.
There is no second motor needed for the machine !
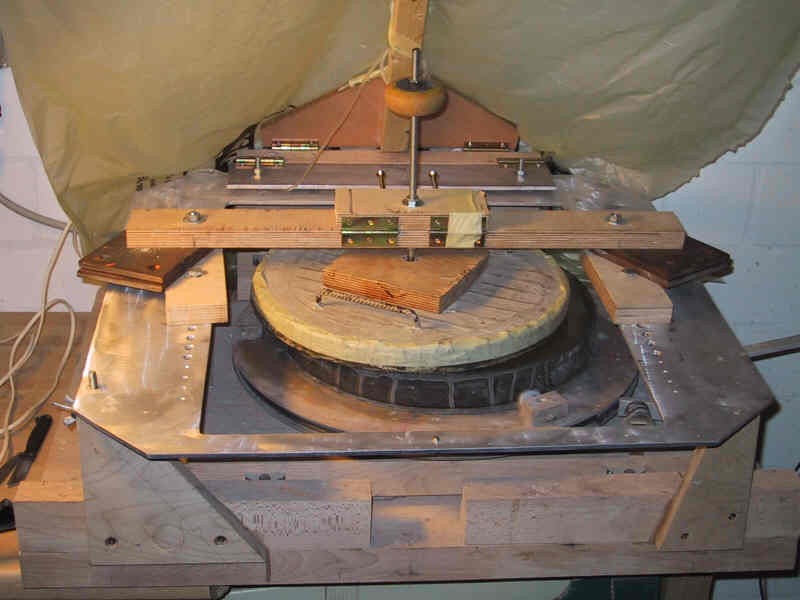
Second version with new upper frame
For grinding my second mirror (14" F5) I built a new upper frame
with an adjustable ring to make offset strokes possible. This version made
too much noise and vibrations when the heavier tool bumped into the screws' ends.
Third version with free rotating tool
The tool turns a little with each stroke of the table.
Third version polishing with stopper for the tool
Sometimes the tool starts to pivot around a point of its surface. Then the required tool movement
changes into a back and forth rotation. The stopper avoids this by holding the tool in its position
after each half stroke.
I used it in all fine grinding steps of my 6" mirror. In the finest steps (600/800/1200) I
sometimes did wets by hand because the machine (version 1) could only do COC strokes and sometimes
colleced the grit in the middle.
This results in more wear in the middle of the tool and mirror, but fortunately this could always be
corrected in one or two wets by hand with varying side offset. I hope that version 2 of the machine with
adjustable stroke offset will solve this problem.
When I ground by hand I always used the motor driven turntable for comvenience.
Additionally then the little lateral motion of the table automatically gives some irregular
offset in the strokes.
During polishing the machine performed best at all. I let it run
for hours without supervision. Water was dropped on the edge of the tool/mirror on top
through a tube taken from an infusion bag.
The figure of the 6" mirror came out almost sherical without special measures or figuring.
At the end of my first parabolizing attempt which was of no success ;-( I simply let it run for
some hours MOT ant TOT to get the mirror sherical again.
One time when the machine polished unattended (MOT) the threaded rods were loosened and slowly turned towards the mirror
until the mirror was hold by the rods and stopped rotating.
Fortunately after some more hours of machine polishing I couldn't find any astigmatism on the mirror.
I added nuts at the outer ends of the rods to fix them better.
Figuring was done solely by hand with mirror on top and the tool rotating on the motor driven turntable.
I experimented with a subdiameter lap mounted on a second arm on the moving platform, but without
turning this lap I got concentric grooves on my mirror.
Version 2 of the machine should be able to handle a subdiameter lap on any zone of the mirror.
But I think figuring with a machine makes sense only on large fast mirrors where much more corrections
from the shere has to be done.
Grinding and polishing of a 14" mirror:
I began to smooth the pregenerated curve of my 14" mirror using a rectangular piece of iron mounted
under a round plywood disk. Rough grinding with 60 grit worked well this way and the machine could
handle much pressure on the tool. I attached about ten kg at the end of the arm.
For fine grinding I used a tile tool first. A problem occured because the larger tool (on top)
gets more torque from the mirror so the four rubbers of the upper frame cannot rotate the tool
in the opposite direction.
I tried another adjustment of the screws to let them push into the same direction as the mirror.
This worked in some way but the heavy tool bumped too much into the four rubber ends.
The third version of the machine has a free rotating tool. In the middle of the
tool I placed a little bearing to avoid too much friction. This worked very well in the fine
grinding process. Vibrations and bumping didn't happen because the tool couldn't move left
and right like in version 2.
During polishing the tool sometimes sticked at one point of its turn and its rotation
stopped or changed into an oscillation back and forth. So I added a second stopper for
the tool to prevent its backrotation. After some hours of polishing it seems that this
solves this problem. The tool will always turn a little forward when the turntable moves
to the left (rotating). Then the stopper fixes the tool's position and turning back doesn't
happen again when the turntable moves back.
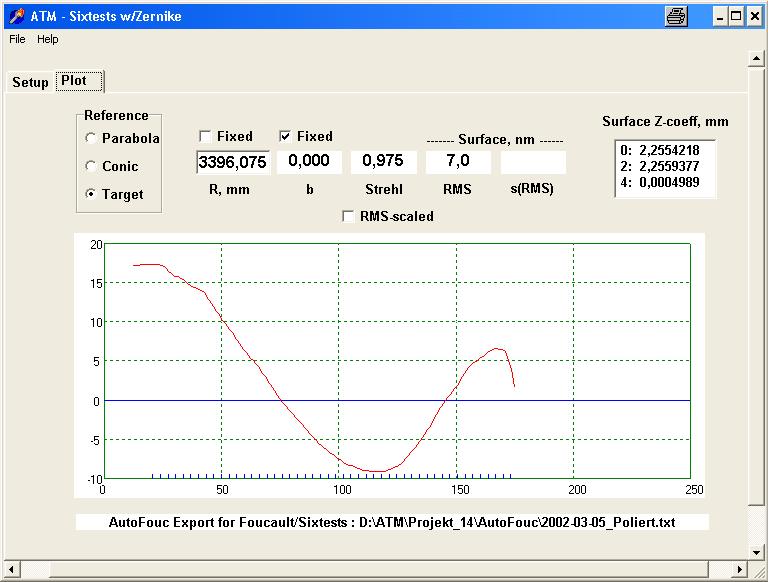
In my second polishing attempt on the 14" mirror I got a perfect sphere after
two days of machine work and warm pressing every few hours. On the foucault
tester (at COC) I could not detect (visually) which side darkens first.
AutoFouc and sixtests gave these results: