For making a bigger mirror I bult this new machine.
This machine combines three movements:
The mirror rotates on a turntable and the tool oscillates linearly in one direction (X axis).
These movements are driven by adjustable gear motors.
A third (stepper) motor moves the tool slowly perpenticular (Y axis) to the main oscillation.
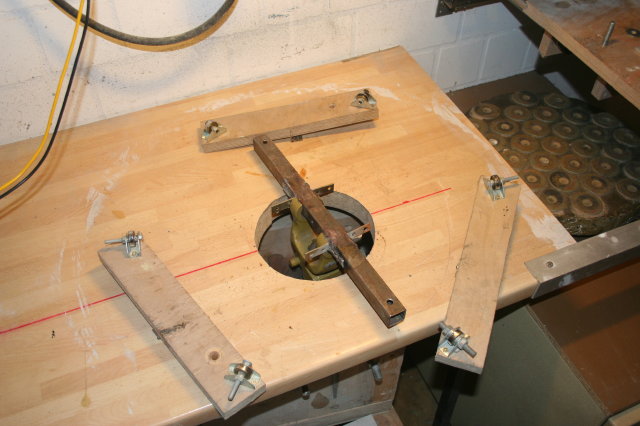
Overview image
Here the machine is polishing a 18" mirror. The arm is made of 5 mm aluminum sheet and the tool is held by a M8 threaded rod.
This parts are a little too flexible for a big polishing tool.
Stepper motor driving the Y direction
During the polishing strokes the stepper motor slowly turns back and forth moving the tool sideways from a central position into an offset of a few inches.
I use one of my telescope controller boards to drive this motor.
The board is controlled by a PC sending goto commands over a serial interface (RS 232).
So the tool's offset changes permanently during the polishing process and hopefully no zones will be created on the surface.
Next Step: Figuring
I plan to use the machine for figuring the 18" mirror with a 6" subdiameter tool.
If the tool's offset is controlled by the PC in the right way it should be possible to remove glass from certain surface areas and so reach the correct shape.
The procedure could be like this:
1. Choose a fixed turntable speed and a stroke speed and length (X axis).
2. Simulate this stroke on a PC to find out how much each zone is affected by this stroke.
This simulation must be done for offsets (Y axis) of 0mm (central stroke), 10mm, 20mm etc. until the tools reaches the mirror's edge.
3. Find out how the different strokes must be combined to remove the correct amount of glass on each zone.
This problem leads to a system of linear equations.
4. Let the machine do the strokes. The PC can calculate how long it has to work on each offset and send the correct commands to the stepper.